Maximum Security with The Space-saving SPIRALIFT® SLV
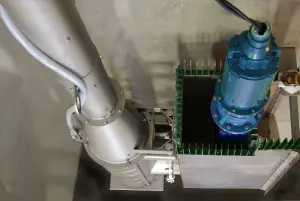
Due to the waste from the Northeast Correctional Facility, Alliance Water Resources, the wastewater treatment plant in Bowling Green, Missouri, was constantly having problems. The prison, which produces 300,000 gallons…
Read More about Maximum Security with The Space-saving SPIRALIFT® SLV









