Case study: Optimizing Calcium Phosphate Filter Cake Processing with the DELUMPER Crusher
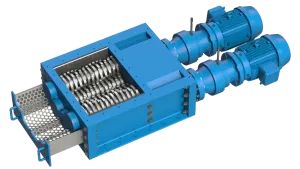
In a high-capacity industrial setting, the DELUMPER Model DC4856LP crusher has proven to be a game-changer for processing calcium phosphate filter cake. Calcium phosphate filter cake is a common byproduct in the…
Read More about Case study: Optimizing Calcium Phosphate Filter Cake Processing with the DELUMPER Crusher