Problem: A major chemical company had a problem with safe disposal of contaminated plastic trays. The plastic trays needed to be cleaned and separated from the contaminated material and then shredded to a size that could be easily disposed of.
Solution: The plastic trays were washed and separated from the hazardous material and the cleaned plastic was shredded to the required size in the TASKMASTER® TM8500 Shredder.
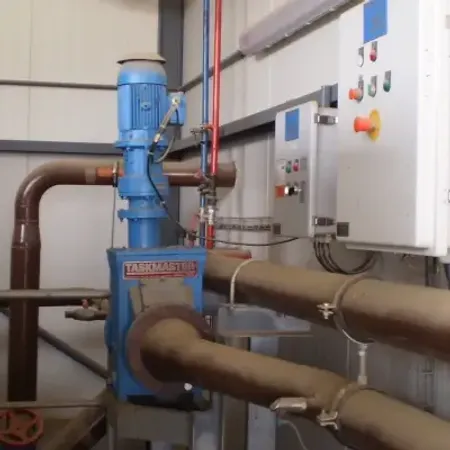
The TASKMASTER TM8500 Industrial Shredder is a heavy-duty, highly versatile disintegrator that requires minimal maintenance. The TM8500 Shredder reduces tough solids with an effective low speed, high torque twin-shaft shredding action. It features a unique CUTTER CARTRIDGE technology. The multi-tooth CUTTER CARTRIDGE® combines individual cutter and spacer disks resulting in marked increase in cutter strength. The result is the reduction of the need for maintenance such as stack retightening and increased longevity.
The TASKMASTER Industrial Shredder is equipped with hardened alloy steel hex shafts and an extremely reliable mechanical seal system. The cutting chamber could be supplied to up to 60″ long. Options include flange adapters that convert the unit into a powerful inline processor.
SEE OUR FULL LINE OF INDUSTRIAL SHREDDERS
Problem: A major New Jersey consumer product company was faced with a problem. Their facility was going to be replaced. The warehouse was filled with damaged containers of detergent that needed to be remediated. The plastic half-gallon containers, in corrugated boxes, along with other miscellaneous materials, such as; wood, glass, and broken pallets had to be safely disposed of before the facility was torn down.
Solution: The company hired an Environmental Waste Remediation organization to properly destroy and dispose of the off-spec product. The fluids in the container had to be safely disposed of without endangering the local sewer system. The off-spec product was introduced into the hopper of the TM2300 shredder by an end-loader. After the material was shredded, the solids were separated from the liquid and disposed of properly.The TASKMASTER® TM2300 Shredder used for the application has a fully enclosed dust-tight body of heavy structural steel. Hardened and ground cutter disks and spacers ride on two parallel hex shafts.
These cutters counter-rotate at differing speeds intermeshing one with another. The exclusive split-body frame design allows easy access to the cutters. This feature allows fast removal of the complete cutter assembly as a whole from the top of the unit.
The powerful TASKMASTER Shredder is designed to shred solid waste in a broad range of applications with minimal maintenance. The TM2300 line of TASKMASTER Shredders successfully reduces bulk up to 80%.
Guelph, a city in Southwestern Ontario, Canada is known as “The Royal City”. With a low crime rate, clean environment and generally high standard of living, the city with a population of 114,943, is consistently rated as one of the country’s best places to live.
The Wastewater Services Division operates the 17mgd activated sludge plant, which provides tertiary treatment, discharging to the Speed River. Biosolids are anaerobically digested and mechanically dewatered. They are then applied to agricultural land, further processed within the facility’s composting systems, or landfilled. Over the past few years, the city has initiated a number of projects including upgrades to the water treatment facilities and wastewater treatment plant. They also have commissioned and built two sewage pump stations incorporating the newest technology.
“I was the project manager for building those pump stations,” said Majde Qaqish, Project Engineer at the City of Guelph. “They were the first of their design in the City. We encountered a problem at one station, the pipe’s incoming flow (40 feet below ground) was offset 18” from the inlet trash basket at the wet well.”
To solve the problem, several solutions were considered.
Reinstall the pipe at 40 feet deep, a very costly option, requiring major, time consuming excavation work.
Replace the sub pumps with grinder pumps, another very costly option (major mechanical and electrical work).
Place a channel grinder at the inlet of the wet well.
“Finally after careful review and 12 months of meetings, we decided to go with the third option,” said Qaqish. “This option was the most feasible and cost effective. We then reviewed which channel grinder would meet our specifications, comparing prices, availability, and support.”
The plant ultimately purchased a Franklin Miller TASKMASTER® TM8540 Channel Grinder and according to Qaqish it was the right choice. “To this date and after 24hrs/7 days a week of operation for a total of 2 years we have not had one single issue with the running of the channel grinder (mechanical or electrical),” he concluded. “The continuous support and the training that was provided by Franklin Miller was most outstanding. As a result, the City is now considering placing another TASKMASTER Grinder in the Sewage pump facility in lieu of the trash basket.”
The Franklin Township Sewer Authority had a repeated problem with an immersible motor on one of their grinders that was subject to flooding.
The Authority runs a pump station collection system in Somerset, New Jersey that handles 6 mgd of domestic and industrial wastewater. Grinders play an important role, finely grinding up incoming debris. This allows the wastewater to pass easily through the pumps and pipelines to the treatment plant. But at one of the pump stations the sewage grinder was supplied with an immersible type of motor that was a cause of reoccurring problems.
“The grinder was a bad engineering decision for that particular location,” said Assistant Superintendent, Scott Nocero. “The motor on the grinder we chose was immersible only as were the replacement motors. During heavy rain storms, the station’s wet-well was often flooded and we had to replace the motor several times. I did some research and my thinking was that if you install a truly submersible motor, you will not have to deal with the problem over and over again.”
“I became acquainted with Franklin Miller after two of our other pump stations installed the TASKMASTER® TITAN® Duplex grinders that feature submersible motors,” said Nocero. “I spoke to the Franklin Miller salesman who told me I could retrofit our grinder, even though it wasn’t a Franklin Miller, with a submersible motor. And that’s what we did.”
“The motor was custom fit to our grinder with some parts that were made in- house,” Nocero continued. “Everyone was very helpful, expediting everything because they knew the urgency of having a working grinder. Since the installation there have been no issues and no problems.” “We’ve been very satisfied,” he concluded.
Franklin Miller’s submersible motors have unique design and construction features that make them suitable for fully submerged operation in up to 200 feet (61m) of water and sewage as well as continuous in air operation under full load operating conditions. This provides an optimal solution for trouble-free grinder operation in applications subject to flooding.
Unlike immersible motors, FMI true submersible explosion proof motors offer dependable, submerged operation in either continuous or intermittent use. These motors are designed to provide high mechanical integrity under adverse operating conditions for maximum life and minimum life cycle costs. Their design requires no internal or external liquid cooling system.
These (IP68) motors are suitable for grinders and comminutors as well as other applications, as defined by the National Electric Code as Class 1; Division 1, hazardous locations section 501-8 (a) requiring submersible explosion proof construction.
CCP, Inc. in West Paterson, N.J. makes over 1,000 product formulations under private labels for the cosmetics industry, using materials such as persulfates, alkali silicates, phosphates, sodium chloride, and magnesium chloride.
The producer processes powder sizes from 20 to 200 mesh, and bulk densities “vary greatly,” according to operations vice president Walter Shepherd. “We produce some talc powders that run just a couple of pounds (per cubic foot),” he said. Previously, for production, raw materials were received in bulk bags or drums, which were then dispensed from bag discharging stations by auger feeders to load ribbon blenders. Material in drums were manually dumped into the blenders, where they were blended, milled and reblended.
“Some crushing processes get quite complicated.” Shepherd said. “The material is brought in, checked, blended, and ground to the prescribed size. It’s then post-blended, rechecked, reground, sprayed with ingredients such as conditioners or surfactants, analyzed and packaged.
Deagglomerating was inefficient.
Many raw materials are prone to caking or agglomerating prior to arrival at CCP, and need to be deagglomerated before processing. To do so in the past, the agglomerates were prescreened or manually removed. “The results were good but it was labor intensive,” said Shepherd. “And there was some waste because material wouldn’t always break up or go through the screens.” After the lumps were discarded, more material was added to make up for them. Production was halted during the processes.
CCP decided to install a deagglomerating crusher to streamline the process and sought a crusher that could break up large agglomerates in one pass with minimal particle attrition or heat rise. In the course of their search, CCP received recommendations from three sources for a Franklin Miller deagglomerating crusher, Shepherd said. “Based on these recommendations, we went with Franklin Miller.”
CCP chose to install a Franklin Miller DELUMPER 1075-L deagglomerating crusher, a common choice for food, pharmaceutical, and chemical applications. The unit handles several agglomerate shapes and sizes, including chunks, slabs, sheets, and flakes. Typical materials processed are resins, waxes, salts, foods, fertilizers, filter cakes, and tough or soft chemicals.
At CCP, the crusher exceeded expectations by successfully breaking up the agglomerates to a specified particle size in one pass with minimal particle attrition and a gentle process that didn’t generate significant material heat rise. Shepherd said production is more efficient because the crusher gives a “dramatic saving over the manual deagglomerating method. The crusher decreased downtime and production delays, and it increased annual output. In batches where agglomerates were a problem, throughput has increased by 75 percent.”
The crusher has also relieved some concerns when receiving raw materials because the producer doesn’t have to worry as much about agglomerates. In addition, Shepherd said the crusher operates well and requires little maintenance.
View our other crushers here.
The Borough of Shickshinny Sewer Plant faced a major operational problem. The plant, which has been in operation since 1979, services mostly residential areas, parts of two boroughs and a neighboring prison. It uses an activated sludge, secondary treatment process to process 500 MGD.
Even though Shickshinny’s plant had a grinder located in front of the pumps, their pumps were still jamming frequently. The great deal of time and effort being expended to regularly maintain the pumps was becoming an unacceptable burden. The plant also had a comminutor. According to the plant supervisor, “it was an old type comminutor and wasn’t very effective. It just didn’t do the job”. In spite of all this equipment it was still necessary to regularly rake solids from a manual bar screen. That’s when the plant personnel turned to their consulting engineer for advice.
The engineer focused his attention on the operation of the grinder. It turned out this unit just wasn’t strong enough to effectively handle the load and prevent overtaxing of the pumps. A new grinder was decided upon. The new unit, a TASKMASTER® TM8540, was designed for heavier duty service than their previous grinder. The TASKMASTER employs counter-rotating banks of intermeshing cutters to intensively reduce waste solids.
Just as the time came to start up the new unit, the situation at the plant became critical. Only 15 minutes before the planned startup, the second of two pumps began to threaten to shut down.
Since one pump was already out of operation, another failure would have caused serious trouble and the plant personnel were feeling the pressure. That’s when the service engineer from Franklin Miller Inc. arrived. He was informed that the successful operation of the new unit was critical.
After going through the necessary start-up procedures and inspecting the installation, the new grinder was energized. The results were immediate. To everyone’s relief the unit lived up to its reputation and was truly impressive. The pump problems simply disappeared and manual bar screen raking was discontinued. According to plant operator, Mark Gensal, “The unit performed perfectly. It has been great. It relieved 95% of our problem, as far as pumps jamming up.” He further commented “I really recommend it to anybody. It is very well constructed, hardly any maintenance. It is fantastic.”
A mineral processing plant in Pennsylvania needed a better way to process large batches of problematic minerals. The contents from 3,200 pound super sacks were placed on a conveyor and then manually hammered to crush them, a labor-intensive operation. Adding to the problems, the minerals were lumpy and rock-solid after spending months on a boat from China. The operation was slow and hazardous, labor costs were high and particle size varied widely.
The company made the decision to automate the process. Franklin Miller was asked to assess the entire operation and recommend an easily installed crusher that would quickly reduce the difficult agglomerate lumps. Based on that assessment, the customer purchased a DC1075L DELUMPER® Crusher. The minerals were conveyor fed from the super sacks to the DELUMPER crusher. The unit’s powerful crushing action reduced lumps as large as six inches down to uniform, quarter inch particles in a fraction of the time previously required.
DELUMPER Series lump breakers reduce a wide range of materials to desired output with a positive, once-through chopping action without overgrind, heat rise or fines. The units feature specially designed, individually replaceable teeth mounted on a smooth, rotating drum intermesh with sizing combs. Lumps up to full inlet opening size can be processed. The crushers are self-cleaning and self-feeding. They run at low speed and create little vibration or noise. All units feature solid, one-piece body construction, smooth finish and unique design for unsurpassed performance and reliability.
According to the plant manager, installation of the DELUMPER lump breaker has helped improve processing, increased output and reduced production costs. “In short, it’s done everything we asked for,” he concluded.
Problem: A manufacturer of surgical gloves had a problem in establishing a new production line to meet their capacity requirements and quality standards. The major raw ingredient in surgical gloves, natural rubber, was received in the form of full 75 lb. bales of raw rubber. The first step in the process was to reduce the bales to a small size, since dissolving of the full rubber bales would take an unacceptably long amount of time and be very costly.
A granulator was required that had to meet a number of requirements. It had to be able to reduce the tough rubber and be built to medical standards for cleanability and corrosion resistance. It also could not employ talc in the process because of the concern about allergic reactions.
It turned out finding a unit to meet these requirements wasn’t going to be easy.
A number of approaches were studied and ruled out including guillotine cutters, hammer mills and extruders. The problem is this rubber material, like most rubber, is a sticky, cold flowing product that can easily gum up in equipment. The cut pieces are sticky to the touch and can quickly re-agglomerate. The handling of this material is amongst the toughest of size reduction applications which has vexed many manufacturers for years.
The granulator manufacturers they approached either didn’t have a unit that could handle the tough rubber bales, had equipment that required expensive cooling equipment, or couldn’t supply a unit that could meet the sanitary requirements demanded by this application. In fact, several standard granulators they considered failed completely in performance tests. The key to the project’s success was finding a solution and time was quickly running out. That’s when the company’s project engineer contacted Franklin Miller.
Solution: FMI’s application engineers, working closely with the customer, performed some preliminary tests on the rubber bales. Through this evaluation process, it was determined that their 100 HP VULCANATOR® could handle the application and with some special modifications, an order was placed. To meet the tight delivery schedule the machine had to be built on an accelerated time table.
The VULCANATOR is a special granulator designed specifically for the rubber industry. It is typically used in these types of applications to promote the dissolving of rubber into solution in the molding of rubber products, adhesives and synthetic fuel oils. The units are typically sold for use before a mixing tank or sold as part of a complete mixing system for accelerated dissolving. The unit can handle various types of natural and synthetic rubber such as Butyl, Viton, EDPM, Solprene, Hypalon, Hycar and more. The VULCANATOR can handle all types and shapes including full bales, sheets and chips. Additionally, the VULCANATOR can be used for foam rubber recycling applications of such items as mattresses, car seat cushions and covers. It can even cut the metal springs trapped in these items.
The VULCANATOR employs a unique cutting design that reduces the rubber bales into progressively smaller pieces with rotating knives while minimizing heat rise. With this design, the need for expensive auxiliary cooling equipment is eliminated. A variety of screens are provided to optimize output for each application requirement. To keep the material from re-agglomerating, a partitioning agent is typically used such as talc, or limestone or surfactants.
A number of VULCANATOR models are available for handling from 500 lbs to 5000 lbs per hour of rubber. These units use from 60 HP to 250 HP motors.
For this application, the VULCANATOR was designed with all contact parts constructed of stainless steel and with a special seal system to operate in a wet environment. Access doors were provided for easy maintenance of all major cutting elements as well as convenient cleaning and sanitizing. The unit is built with a rugged welded frame construction for rigidity.
A special hopper was designed to meter the bales into the chamber and insure that the material is effectively processed by the cutting knives.
The VULCANATOR can be mounted directly above a dissolving tank or used in conjunction with a discharge conveyor such as a belt conveyor or pneumatic system. Feeding is either manual or automated with conveying equipment.
After completion of construction, the machine was put through a final shop performance test with the actual material. The powerful VULCANATOR dependably reduced a number of the full bales and met the required output size.
The unit was then installed at the plant site. After installation, the unit was started up and the results were impressive. Not only is the new process with the VULCANATOR meeting production goals, but a higher quality product is being produced. The VULCANATOR has shaved a great deal of time off the dissolving process and in so doing has made the operation more profitable. In fact, according to the plant engineer the dissolving time has been reduced by 93%. “Without the VULCANATOR, the project would not have been a success,” he said.
The Broward County Wastewater Treatment Plant in Pompano Beach, Florida is a regional facility processing 80 million gallons of wastewater every day. Adjacent to the plant and across the street is a septage receiving area used for pre processing and receiving septage from haulers. Proper treatment of this septage was a problem for the facility.
Every day, haulers with an average capacity of 4000 gallons per tanker truck continually arrive at the pre-treatment area and dump the effluent from septic tanks, portable toilets and other septage systems into a discharge bay. The septage then needs to be processed so that it passes smoothly through the pumps to the treatment facility. According to Supervisor of Plant Management, Curtis Preece, “Previously a large bar screen captured the incoming debris which was then removed to a dumpster. Maintenance of the screen was costly because it had so many moveable parts. This also contributed to a lot of down time.”
I knew there had to be a better way.” Preece continued. He attended a trade show and found exactly what he was looking for. “A light went on in my head when I saw the TASKMASTER® TT,” he said.
The TASKMASTER is a rugged workhorse of a grinder and a part of Franklin Miller's full line of wastewater grinders. The unit’s twin shaft mechanism is especially rugged due to the use of ”CUTTER CARTRIDGE® technology" instead of standard individual cutter and spacer disks.
This design gives it the extra strength needed to successful process these tough septage materials. Says Mr. Preece, “We installed it and did away with the bar screen altogether. It does the job completely”
The unit has offered day-in and day-out dependability and performance. The TASKMASTER’S powerful size reduction capabilities facilitates further processing at the plant, protects downstream process equipment and ensures that systems run smoothly.
“We’re very pleased with our choice,” Preece concluded. “Maintenance is non-existent and we’ve saved a lot of money.”
A biogas station in Poběžovice, the Czech Republic could be a prototype for what the future holds for the production of energy from renewable sources. Built by the Spin Plzeň company, the facility is located on the grounds of an agricultural farm focused on pig breeding. The station processes a combination of biodegradable waste to produce the biogas. The main component is 100 m3/day of liquid pig manure which is combined with maize silage and slaughterhouse waste.
The components of the station were designed and manufactured by the company, Tomášek SERVIS, s.r.o. Various proposals for processing input raw materials were considered. The goal was to install size reduction equipment capable of handling 9.5 t/day of raw materials with a required particle size at output of 12 mm. Proper treatment was essential, as the form and output size of solid particles was strictly regulated.
After meeting with a technologist and several company representatives, a recommended solution was the addition of two Franklin Miller -TASKMASTER® twin shaft grinders: a horizontal twin-shaft model with a feeding hopper and a second vertical grinder further down the line. Following several test runs, the two grinders were installed and the station began production in 2009.
In operation, the input raw material passes through the TASKMASTER, Model TM2342, where the primary grinding of solids is carried out. The raw material continues gravitationally to a reservoir where the ground solids are mixed with liquid pig manure. The combined material is sent to the TASKMASTER, Model TM851204 for secondary maceration and piped into the pasteurizing vessel. The material is then put into a digester which begins the biogas production process.
At present, the grinders process raw materials several times a week prior to pasteurization. Since their installation, the operation of the units have been excellent. A problem arose only once when animal hides with bristles were erroneously added to the input material. Franklin Miller solved the problem by providing optional combs for automatic cleaning of these areas and advising personnel of the necessity of following guidelines in the operating manuals.
According to both the station owner and operators, the units do an excellent job of size reduction, are extremely reliable and easy to maintain. The pasteurization process, an important step, has successfully passed several inspections by state agricultural, environmental and health agencies, an indication that the units are optimally processing the raw material. And to top things off, the station recently decided to expand their operations and subsequently ordered two more TASKMASTER grinders.
TASKMASTER grinders set the standard for effective solids reduction, reliability, easy maintenance and exceptional durability. These grinders are provided from small units that can be installed directly in pipe systems up to large shredders that feature 40, 75 and 100 HP motors for handling everything from solid waste and hides to tires and solid rocket fuel. These units are provided with Franklin Miller’s unique sealing technology which makes them uniquely suited for wet processing under pressure conditions as well as for dry gravity applications. TASKMASTER grinders are available with many innovative features including patented CUTTER CARTRIDGE® technology. With these cartridges, multitudes of individual cutter and spacer disks are replaced with a few one-piece multi-cutter cartridges that greatly enhance unit strength and performance.
A paper company located in the northeast experienced frequent problems at its wastewater treatment plant. Under normal conditions, sludge from the milling process is directed to this facility and is ground up and placed in a primary clarifier. The sludge is then put through a press where it is dewatered, extracted and sent to a landfill.
n reality, according to the maintenance manager, the actual operation was often a headache. The problem was traced to the grinder used to grind the sludge before it moved to the sludge press. The particulate matter consisting of fines and milling debris was not ground finely enough. Consequently, when the sludge was pressed between the fabric rolls, the large particles caused pock marks and holes in the press fabric and, in extreme cases, cut the material.
The plant turned to Franklin Miller for a solution, and a TASKMASTER® TM8512 was purchased for the application. ” We realized we needed a grinder with a much finer cutting surface and that is what we got when we installed a TASKMASTER”; said the maintenance manager.
“We noticed an immediate difference in the fabric life of the sludge press and the unit has permanently replaced other grinders.”
The TASKMASTER TM8500 series is a high performance, twin-shaft grinder that provides powerful size reduction capabilities, easy maintenance and exceptional durability. The TASKMASTER TM8500 is part of our Full Line Of Wastewater Grinders. The unit employs two counter-rotating cutter stacks that intermesh at close clearance to intensively shred solids into fine bits. The output is easily processed by downstream equipment such as pumps, centrifuges, and belt filter presses.
The TASKMASTER’S one-piece, CUTTER CARTRIDGE® technology increases unit strength and completely eliminates the need for cutter stack re-tightening. Cutting elements are machined from solid alloy steel or stainless steel, resulting in a unit with remarkable resistance to cutter and spacer cracking.
The Delumper Bagstation™ is a pre-engineered bag dump system designed for efficient unloading, de-agglomerating and freshening of lumpy bagged solids while efficiently introducing them into a production process. These units are designed to facilitate convenient manual opening of small to medium sized bags without creating a dusty environment. But what's more, this system incorporates a built-in Delumper® processor to reduce agglomerates and lumps and facilitates uniform product flow while the bags are being emptied. The units are provided in several optional configurations to fit specific application requirements.
The included Delumper Model 1077L features a heavy body construction with 12" x 12" throat opening, a 5HP 230/460 v. 3 phase motor and drive, smooth interior finish, individually replaceable teeth, shaft seals and more. To read more, click here.